Poloměr ohybu plechu
Poloměr ohybu. Používáme ho k měření vnitřního zakřivení hydraulické hadice. Poloměr ohybu je minimální poloměr, kterým lze trubku, trubku, plech, kabel nebo hadici ohnout, aniž by se zauzlila, poškodila nebo zkrátila její životnost. Poloměr ohybu hydraulické hadice se měří jako vzdálenost k vnitřnímu okraji hydraulické hadice při ohybu 90°.
Hydraulická hadice je hlavní součástí zařízení hydraulického systému používaného k dodávání hydraulických kapalin.
Potřebujeme mít základní znalosti o montáži hydraulických hadic. Poloměr ohybu je klíčem ke správné instalaci hydraulických hadic
Jaký je poloměr ohybu hydraulické hadice?
Poloměr ohybu. Používáme ho k měření vnitřního zakřivení hydraulické hadice. Poloměr ohybu je minimální poloměr, kterým lze trubku, trubku, plech, kabel nebo hadici ohnout, aniž by se zauzlila, poškodila nebo zkrátila její životnost.
Poloměr ohybu hydraulické hadice se měří jako vzdálenost k vnitřnímu okraji hydraulické hadice při ohybu 90°.
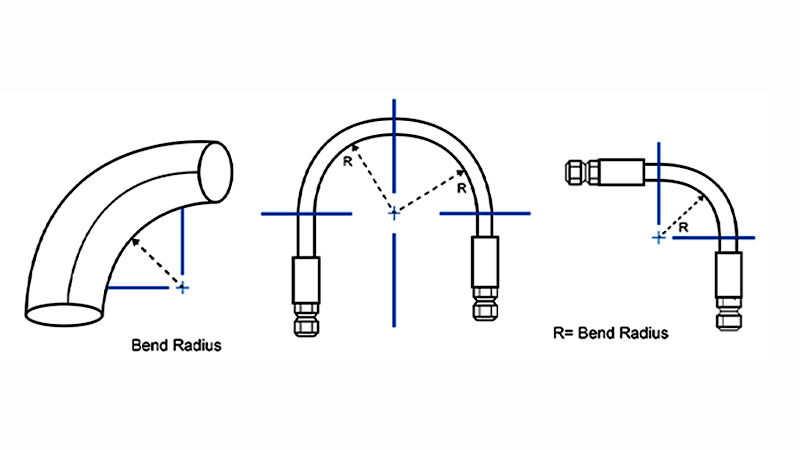
Poloměr ohybu hydraulické hadice může být nejmenší průměr, kterého může smyčková hydraulická hadice dosáhnout. R je zkratka pro poloměr ohybu a poloměr ohybu se liší v důsledku různých konstrukcí hydraulických hadic, včetně vnitřní trubky, výztuže a povlaku. Konstrukce hydraulické hadice může určit poloměr ohybu hydraulické hadice.
Minimální poloměr ohybu hydraulické hadice

Minimální poloměr ohybu hydraulické hadice je nejmenší průměr, kterého může smyčková hadice dosáhnout, aniž by došlo k poškození její vnitřní struktury nebo výraznému snížení její životnosti.
Tento kritický parametr je určen konstrukcí hadice (materiály, vrstvy, typ výztuže), velikostí a jmenovitým tlakem. Překročení minimálního poloměru ohybu může mít za následek vnitřní tlakové napětí, zauzlování, snížený průtok a nakonec selhání hadice.
Klíčové aspekty:
- Konstrukce hadice: Různé typy hadic (opletené, spirálové, termoplastické) mají díky svým výztužným vrstvám různé poloměry ohybu. Spirálové hadice mají obvykle větší minimální poloměry ohybu než opletené hadice.
- Velikost hadice: Hadice o větším průměru mají obvykle větší minimální poloměr ohybu.
- Tlak: Vysokotlaké hadice často vyžadují větší poloměr ohybu, aby se zabránilo vnitřnímu pnutí od tlaku.
- Použití: Specifická aplikace a provozní podmínky ovlivní přijatelný poloměr ohybu.
Důležitost zachování minimálního poloměru ohybu:
- Prevence selhání hadice: Překročení minimálního poloměru ohybu může způsobit nahromadění vnitřního tlaku, což může mít za následek netěsnosti, praskliny a potenciální zranění nebo poškození zařízení.
- Udržování průtoku: Ostré ohyby mohou omezit průtok kapaliny, snížit účinnost systému a potenciálně poškodit součásti.
- Prodlužte životnost vaší hadice: Zachování minimálního poloměru ohybu pomáhá předcházet předčasnému opotřebení a prodlužovat životnost vaší hydraulické hadice.
Vyhledání informací o minimálním poloměru ohybu:
- Pasy výrobce: Nejspolehlivější zdroj je tento výrobcetechnický list pro konkrétní typ hadice.
- Průmyslové standardy: Příslušné průmyslové normy a směrnice poskytují cenné informace o minimálních poloměrech ohybu.
Pečlivým zvážením minimálních poloměrů ohybu a odpovídajícím navržením hydraulických systémů můžete zajistit optimální výkon, bezpečnost a dlouhou životnost svého hydraulického systému.
Tabulka poloměru ohybu hydraulické hadice

Tabulka poloměru ohybu hydraulické hadice
Můžete si prohlédnout tabulku poloměrů ohybu hydraulické hadice, abyste zjistili kapacitu ohybu trubky hydraulické hadice.
Můžete si vybrat hydraulickou hadici pro svůj hydraulický systém, berte prosím poloměr ohybu hydraulické hadice vážně. To může způsobit zalomení hydraulické hadice, když hydraulická hadice přesahuje její jmenovitý poloměr ohybu.
Co určuje poloměr ohybu hydraulické hadice
Trubka, fitinky a plášť mohou zvýšit tuhost hydraulické hadice. Pokud je hydraulická hadice vyrobena z tuhých materiálů, bude poloměr ohybu velmi malý. Výztužné vrstvy na hydraulické hadici mohou změnit poloměr ohybu. Užší poloměr ohybu může učinit hydraulickou hadici mnohem flexibilnější. Více vrstev výztuže dodá tělu hydraulické hadice větší tuhost, takže je mnohem obtížnější ohýbat.
Díky zpevňující struktuře hydraulické hadice jsou opletené hydraulické hadice mnohem flexibilnější než spirálové hydraulické hadice. Proto je poloměr ohybu hydraulické hadice jiný a poloměr ohybu mohou ovlivnit i vrstvy nerezového drátu.
Před instalací hydraulické hadice věnujte prosím velkou pozornost specifikacím hydraulické hadice, včetně délky hydraulické hadice a poloměru ohybu. Při instalaci hydraulické hadice nesmí být poloměr ohybu menší než minimální poloměr ohybu, jinak by se hydraulická hadice mohla zlomit, netěsnit nebo se ohnout.
Jak vypočítat poloměr ohybu?

Vzorec pro minimální poloměr ohybu: L = A/360° x 2πr. Proměnné v této rovnici jsou definovány jako:
- L: Minimální délka hadice, která musí být ohnuta.
- A: Úhel ohybu
- r: Poloměr ohybu hadice
- π: 3.14
Tento vzorec můžete použít k výpočtu poloměru ohybu hydraulické hadice a minimální požadovanou délku hydraulické hadice lze použít v mnoha situacích.
Pokud například výrobce hydraulické hadice potřebuje hydraulickou hadici, která vyžaduje specifický úhel ohybu, můžete pomocí tohoto vzorce vypočítat poloměr ohybu hydraulické hadice.
Zde můžete získat údaje o poloměru ohybu hydraulické hadice z tabulky specifikací hydraulických hadic uvedené na produktu.
Jak zjistit poloměr ohybu hydraulické hadice

1. Nahlédněte do datového listu výrobce naší hydraulické hadice:
- Nejdůvěryhodnější zdroj: Toto je nejlepší způsob, jak určit minimální poloměr ohybu pro konkrétní hydraulickou hadici.
- Poskytnuté informace: Specifikace obvykle zahrnují podrobné specifikace včetně minimálních poloměrů ohybu pro různé velikosti hadic a jmenovité tlaky.
2. Zkontrolujte průmyslové standardy:
Doporučení a osvědčené postupy: Průmyslové normy a směrnice poskytují obecná doporučení pro minimální poloměry ohybu.
- Příklady: normy SAE (Society of Automotive Engineers), ISO (Mezinárodní organizace pro normalizaci).
3. Podívejme se na konstrukci hadice:
Typ výztuže: Různé konstrukce hadic (opletené, spirálové, termoplastické) mají různé poloměry ohybu.
- Spirálové hadice mají obecně větší minimální poloměr ohybu než opletené hadice.
4. Zvažte velikost hadice a jmenovitý tlak:
- Velké průměry: Větší průměry hadic obvykle vyžadují větší poloměry ohybu.
- Vyšší tlaky: Hadice dimenzované na vyšší tlaky mají často přísnější požadavky na poloměr ohybu.
5. Ohodnoťte aplikaci:
Pracovní prostředí: Specifická aplikace a provozní podmínky ovlivní přijatelný poloměr ohybu.
- Zvažte faktory, jako jsou extrémní teploty, vibrace a otěr.
6. Použijte měřidlo poloměru ohybu (volitelné):
- Fyzický rozměr: Pro přesná měření lze použít měřidlo poloměru ohybu k fyzickému měření ohybu hadice.
Důležitá poznámka:
- Vždy dávejte přednost výrobcedoporučení. Máte-li jakékoli pochybnosti, kontaktujte nás výrobce přímo pro konkrétní pokyny.
Dodržením těchto kroků budete schopni efektivně určit správný poloměr ohybu vašich hydraulických hadic a zajistit tak optimální výkon, bezpečnost a dlouhou životnost vašeho hydraulického systému.
Zabraňte selhání hydraulické hadice

Poloměr ohybu je jednou složkou hydraulické hadice, kterou je třeba brát vážně, a musíte vypočítat poloměr ohybu hydraulické hadice, abyste zabránili selhání hydraulické hadice.
Zde je několik důvodů, proč vaše hydraulická hadice netěsní nebo praská. Pokud je vaše hydraulická hadice vedena příliš těsně, je přetížená kvůli nesprávnému poloměru ohybu. Zalomená hydraulická hadice může způsobit určité problémy, jako je únik hydraulické kapaliny, uvolnění armatur hydraulické hadice atd.
Překročení poloměru ohybu omezí průtok kapaliny hadicí hydraulické hadice a způsobí nadměrné teplo v důsledku dodatečného tření v důsledku nesprávné montáže hydraulické hadice, pokud nedodržíte specifikace hydraulické hadice.
Hydraulickou hadici nelze správně nainstalovat, pokud ji příliš ohnete a ignorujete minimální poloměr ohybu uvedený na uzávěru hydraulické hadice. Před instalací hydraulické hadice zkontrolujte poloměr ohybu hydraulické hadice.
Pro více podrobností o poloměru ohybu naší hydraulické hadice nás prosím kdykoliv kontaktujte.
Závěr
Určení správného poloměru ohybu vašich hydraulických hadic je zásadní pro optimální výkon systému, bezpečnost a životnost. Pečlivým zvážením faktorů, jako je konstrukce hadice, velikost, jmenovitý tlak a použití, a konzultacemi výrobce datové listy a průmyslové normy, můžete si být jisti, že vaše hadice jsou nainstalovány a fungují správně.
Pro vysoce kvalitní hydraulické hadice, které splňují nejpřísnější průmyslové normy, zvažte Kingdaflex. Nabízíme široký sortiment velkoobchodních hydraulických hadic určených do náročných podmínek. Kontaktujte nás ještě dnes, abyste se dozvěděli více o našich produktech a prodiskutovali své specifické požadavky.

Expert specializovaný na hydraulické hadice, průmyslové hadice a požární hadice více než 15 let, uznávaný v procesu výroby hydraulických hadic, kontrole kvality atd. dotazy k našim produktům.
Existuje mnoho způsobů, jak zpracovávat kov pro průmyslové a jiné praktické účely. Nejedná se pouze o řezání za účelem řezání nebo dokončení určitého prvku. Někdy musí mít materiál určitý tvar, včetně zohlednění úpravy reliéfu. K tomuto účelu se používá poloměrové ohýbání kovu. Nejčastěji je formulář dán následujícím prvkům:
- Fasádní prvky zavěšených budov;
- Přířezy plechů;
- Přístřešky a římsy;
- Dekorativní prvky;
- Kovové části nábytku;
- Potrubí.
- odolnost proti korozi;
- Žádný odpad, nízké náklady;
- Ohýbání zajistí maximální estetiku výrobku. Po svařování zůstávají švy po řezání, mohou být nerovné nebo nevzhledné okraje. Ohýbání pomůže vyhnout se těmto nevýhodám.;
- Konečná struktura nemá žádné spoje ani švy. To zajišťuje vysokou pevnost produktu.
Existuje několik typů poloměrového ohýbání.
- Jediný roh. Stlačením horního okraje a roztažením spodního nastavte požadovaný rádius. Nejjednodušší typ ohýbání.
- Dvourohá. Akce jednoúhlového ohýbání se několikrát opakují.
- Víceúhelník.
- Válcování – ohýbání plechů pro získání hladkého ohybu při výrobě svorek nebo závěsů.
V závislosti na prostorovém umístění:
- Podélné – pomocí studených metod;
- Příčné – vícestupňové zpracování: ohýbání a zahřívání hrany, samotné ohýbání, pěchování a tažení.
Při ohýbání kovu musí odborník znát nejmenší poloměr, po kterém lze obrobek ohnout, jinak může dojít k jeho poškození, které znemožní další použití materiálu.
Poloměry ohybu ocelového plechu v závislosti na úhlu ohybu obrobku
Níže jsou uvedeny tabulky pro výběr poloměru pro ohýbání oceli a jiných kovů. S označuje tloušťku obrobku, poloměr je označen:
R – žádné zvláštní požadavky;
Rc – s tupými hranami a bez otřepů;
Rn – Rc, linie ohybu v pravém úhlu k válcovaným vláknům.
Tabulka poloměrů pro ohýbání v úhlech do 60 stupňů v milimetrech.
| Tloušťka | St3, ocel 15-20 | St5, 35-40 | St6, 45-50 | 65G, 60S2 | ||||||||
| S | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 3,0 | 1,5 | 0,5 | |||||||||
| 0,5 | 5,0 | 2,0 | 1 | |||||||||
| 0,8 | 5,0 | 2,0 | 1,5 | |||||||||
| 1.0 | 3 | 2 | 0,5 | 5,0 | 2,0 | 1,0 | 7,0 | 3,0 | 2,0 | 10,0 | 5,0 | 2 |
| 1.2 | 12 | 6 | 2 | |||||||||
| 1,5 | 5 | 3 | 1 | 7 | 3 | 1,5 | 10 | 4 | 3 | 15 | 7 | 3 |
| 1,75 | 15 | 8 | 3 | |||||||||
| 2.0 | 6 | 3 | 1.5 | 10 | 4 | 2 | 12 | 5 | 3 | 20 | 10 | 4 |
| 2,5 | 25 | 12 | 5 | |||||||||
| 3 | 8 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 5 |
| 4 | 12 | 7 | 2 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 7 |
| 5 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 6 | 18 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 10 |
| 7 | 70 | 35 | 12 | |||||||||
| 8 | 25 | 15 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 10 | 30 | 18 | 6 | 50 | 20 | 10 | 70 | 25 | 18 | 90 | 50 | 18 |
| 12 | 35 | 20 | 7 | 50 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 20 |
| 14 | 40 | 25 | 8 | |||||||||
| 16 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 30 | 150 | 80 | 30 |
| 20 | 60 | 35 | 12 | 90 | 40 | 20 | 130 | 50 | 35 | 200 | 100 | 35 |
Rádius pro ohýbání oceli s úhly 60 – 90 stupňů, milimetry.
| Tloušťka | St3, 25-20 | St5, 35-40 | ST6, 45-50 | 65G, 60S2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 2 | 1 | 0.4 | |||||||||
| 0,5 | 4 | 2 | 0.75 | |||||||||
| 0,8 | 4 | 1.5 | 1 | |||||||||
| 1 | 3 | 1.5 | 0.5 | 3 | 1.5 | 0.75 | 5 | 2 | 1.5 | 8 | 4 | 1.5 |
| 1.2 | 10 | 5 | 2 | |||||||||
| 1.5 | 4 | 2 | 0.75 | 5 | 2 | 1.5 | 7 | 3 | 2 | 12 | 6 | 2 |
| 1,75 | 15 | 7 | 3 | |||||||||
| 2 | 5 | 3 | 1 | 7 | 3 | 2 | 10 | 4 | 3 | 15 | 8 | 3 |
| 2.5 | 20 | 10 | 4 | |||||||||
| 3 | 7 | 4 | 3.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 4 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 5 | 12 | 7 | 3.5 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 8 |
| 6 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 7 | 60 | 30 | 10 | |||||||||
| 8 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 10 | 25 | 12 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 12 | 30 | 15 | 6 | 40 | 18 | 10 | 60 | 25 | 18 | 100 | 50 | 18 |
| 14 | 30 | 18 | 7 | |||||||||
| 16 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 130 | 60 | 25 |
| 20 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 25 | 160 | 80 | 30 |
Poloměry ohybu oceli pod úhlem od 90 do 150 stupňů, milimetry.
| Tloušťka | St3, 25-20 | St5, 35-40 | ST6, 45-50 | 65G, 60S2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 1.5 | 0.75 | 0.3 | |||||||||
| 0,5 | 3 | 1.5 | 0.5 | |||||||||
| 0,8 | 3 | 1 | 1 | |||||||||
| 1 | 2 | 1 | 0.4 | 3 | 1 | 0.5 | 4 | 1.5 | 1 | 6 | 3 | 1 |
| 1.2 | 7 | 4 | 1 | |||||||||
| 1.5 | 3 | 1.5 | 0.5 | 4 | 2 | 1 | 6 | 2 | 1.5 | 10 | 5 | 2 |
| 1,75 | 10 | 5 | 2 | |||||||||
| 2 | 4 | 2 | 1 | 6 | 2 | 1 | 8 | 3 | 2 | 12 | 6 | 2 |
| 2.5 | 15 | 8 | 3 | |||||||||
| 3 | 6 | 3 | 1 | 8 | 4 | 2 | 12 | 5 | 3 | 18 | 8 | 4 |
| 4 | 8 | 4 | 1.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 5 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 6 | 12 | 6 | 2 | 15 | 7 | 4 | 25 | 10 | 6 | 35 | 18 | 7 |
| 7 | 40 | 20 | 8 | |||||||||
| 8 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 10 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 12 | 25 | 12 | 5 | 35 | 15 | 7 | 50 | 20 | 12 | 70 | 35 | 15 |
| 14 | 30 | 15 | 6 | |||||||||
| 16 | 30 | 15 | 6 | 40 | 20 | 10 | 60 | 25 | 15 | 100 | 50 | 20 |
| 20 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 25 |
Poloměry ohybu obrobků z neželezných kovů v milimetrech
| Tloušťka | Měď M1-3 | Mosaz M63 | Hliník | ||||||||||||
| Měkká | Pevný | Měkká | Pevný | A1-3, AMts | |||||||||||
| R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | |
| 0,3 | 0.5 | 0.2 | 0.2 | 0.75 | 0.4 | 0.2 | 0.5 | 0.3 | 0.2 | ||||||
| 0,4 | 0.4 | 0.2 | 1 | 0.5 | 0.3 | 0.75 | 0.4 | 0.2 | |||||||
| 0,5 | 0.5 | 0.2 | 1.5 | 0.75 | 0.4 | 0.75 | 0.4 | 0.2 | 1.5 | 0.5 | 0.3 | 1 | 0.5 | 0.2 | |
| 0,8 | 1.5 | 0.5 | 0.2 | 2 | 1 | 0.4 | |||||||||
| 1,0 | 1 | 0.5 | 0.3 | 3 | 1.5 | 1 | 1.5 | 0.75 | 0.3 | 3 | 1 | 0.5 | 2 | 1 | 0.4 |
| 1,5 | 1.5 | 0.75 | 0.4 | 4.5 | 2 | 1.5 | 2 | 1.5 | 0.5 | 4 | 2 | 0.75 | 3 | 1.5 | 0.5 |
| 2,0 | 2 | 1 | 0.5 | 6 | 3 | 1.5 | 3 | 1.5 | 0.5 | 5 | 2 | 1 | 4 | 2 | 0.75 |
| 2,5 | 3 | 1.5 | 0.75 | 7 | 4 | 2 | 4 | 2 | 0.75 | 6 | 3 | 1.5 | 5 | 3 | 0.75 |
| 3,0 | 3 | 1.5 | 1 | 10 | 5 | 2 | 5 | 2 | 1 | 7 | 4 | 1.5 | 6 | 3 | 1 |
| 3,5 | 4 | 2 | 1 | 10 | 5 | 3 | |||||||||
| 4.0 | 4 | 2 | 1 | 12 | 6 | 3 | 6 | 3 | 1.5 | 10 | 5 | 2 | 8 | 4 | 1.5 |
| 5.0 | 5 | 3 | 1.5 | 15 | 8 | 4 | 10 | 5 | 2 | ||||||
| 6 | 15 | 7 | 2 | ||||||||||||
Jaké jsou minimální povolené poloměry ohybu?
Nejmenší vnitřní průměr pro poloměr ohýbání je 40násobek tloušťky plechu, poloměr je 20násobek. Z tohoto pravidla však existují výjimky v závislosti na úhlu ohybu a jakosti oceli.
Minimální relativní poloměr ohybu R/S na linii ohybu podél vláken válcovaných žíhaných plechů z hliníku, mosazi L69, mědi je 0,2, třídy oceli:
- Ocel 05-08 – 0,2;
- 08-10, St1-2 – 0,4;
- 15-20, St3 – 0,5;
- 25-30, St4 – 0,6;
- 35-40, St5 – 0,8;
- 45-50 – 1,0;
- 55-60, St7 – 1,3.
- Nerezová ocel X18H9T – 2,0
Podobný indikátor pro dural:
- Měkký – 1,5;
- Pevné – 3,0.
Poloha ohybových čar napříč vlákny válcovaných žíhaných plechů pro jakosti oceli:
- 15-20, St3 – 0,1;
- 25-30, St4 – 0,2;
- 35-40, St5 – 0,3;
- 45-50, St6 – 0,5;
- 55-60, St7 – 0,7;
- Nerez X18H9T – 1,0
U duralu se toto číslo bude rovnat:
- Měkký – 1,0;
- Těžký – 2,0.
Nejmenší relativní poloměr ohybu R/S plechů opracovaných za studena s linií ohybu napříč vlákny válcovaného kovu pro kovy:
- Hliník – 0,3;
- Mosaz L68 – 0,4;
- Měď – 1,0;
Pro jakosti oceli:
- 05-08 – 0,2;
- 08-10, St1 – 2 – 0,4;
- 15-20, St3 – 0,5;
- 25-30, St4 – 0,6;
- 35-40, St5 – 0,8;
- 45-50, St6 – 1,0;
- 55-60, St7 – 1,3.
- Nerezová ocel X18H9T – 3,0.
- Měkký – 1,5;
- Těžký – 3,0.
Pokud je linie ohybu umístěna podél svinutého vlákna, bude minimální poloměr roven:
- Hliník, mosaz L68 – 0,8;
- Měď – 2,0.
Pro jakosti oceli:
- 05-08 – 0,5;
- 08-10, St1 – 2 – 0,8;
- 15-20, St3 – 1,0;
- 25-30, St4 – 1,2;
- 35-40, St5 – 1,5;
- 45-50, St6 – 1,7;
- 55-60, St7 – 2,0
- Nerezová ocel X18H9T – 4,0
- Měkký – 2,5;
- Těžký – 4,0.
Ohýbání kovu na základě minimálního poloměru je možné pouze ve výjimečných případech. Ve většině případů je nutné zvětšit rádius. Pokud je kov ohýbán pod úhlem ke směru válcování, doporučuje se nastavit střední hodnoty poloměru v závislosti na úhlu sklonu linie ohybu. Pokud potřebujete vyrobit výrobek s malým poloměrem, měli byste vybrat hodnotu poloměru pro nýtovaný plech. Pokud opracováváte obrobek o tloušťce větší než 10 mm, musíte zvolit větší rádius.
Provedeme ohýbání kovu
Společnost Metalist poskytuje služby poloměrového ohýbání oceli a neželezných kovů pro vládní a komerční průmyslové podniky. Vyrobíme přířezy pro strojní a přístrojovou výrobu, kovové dveře a nábytek. Ohýbáme díly do tloušťky 20 mm a hmotnosti 200 kg. Práci odvádí numericky řízený ohraňovací lis, který úkol zvládá rychle a přesně. Používá se metoda deformace za studena, která nevyžaduje předehřívání zpracovávaného materiálu.
Věřte profesionálům. Zanechte žádost na našem webu.